



-
行业知识
-
 2022/11/21
2022/11/21气缸体拆卸步骤与检修步骤介绍
气缸体的拆卸操作步骤如下:
①从外到内旋出气缸盖的10个固定螺钉,抬下气缸盖。
②取下气缸垫,注意气缸垫的安装方向。
③旋松油底壳的放油螺栓,放出油底壳内机油。
④翻转发动机,拆卸油底壳固定螺栓(注意螺栓也需从两端向中间旋松)。卸下油底壳和油底壳密封垫。
⑤旋松机油粗滤清器固定螺栓,拆下机油滤清器、机油泵链轮和机油泵。

气缸体积炭清除
积炭常常发生在气缸顶部、气缸盖底部,它会引起汽油机早燃,加快气缸磨损。机体组的积炭可以用眼睛直接观察。积炭清除有机械法与化学法两种,一般两种方法结合起来效果较好。机械法直接使用钢丝刷或刮刀清除(注意不要刮伤机体组);化学法是采用化学溶剂(表2-1)对机体组积炭浸泡2~3h,加热浸泡效果更佳,使积炭软化,再用刷子刷洗去除。
表2-1化学溶剂表
气缸体基准面的检验操作步骤如下
①气缸体变形的检验。
②气缸体主轴承座孔、凸轮轴座孔的检验。技术要求:曲轴主轴承座孔的圆度误差大于0.025mm或穴蚀面积超过250mm2时,必须修理。
气缸磨损的检验操作步骤如下

①测量前的准备工作。
a、将被检验的气缸缸筒及其上平面清洗,擦干。
b、根据气缸直径大小选择恰当的接杆,旋入内径百分表下端。
c、根据被测气缸的标准尺寸使用外径千分尺校对内径百分表,并留出测杆伸长的合适数值(即预压约1mm)旋转表盘,使“0”位对正指针,记住小针指示毫米数,将接杆螺母固定,并复校。
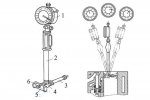
d、测量时手应握住绝热套,将内径百分表斜向放入气缸被测处,轻微摆动内径百分表,使得指针左右摆动相等(气缸中心线和测杆垂直)。如果指针正好对准“0”处,则与被测缸径相同,当指针顺时针方向离开“0”,则缸径小于标准尺寸,如果逆时针方向离开“0”位,则缸径大于标准缸径,如图2-50所示。
图2-50内径百分表
1—百分表头;2—表杆;3—接杆;4—表杆座;5—支撑架;6—活动测杆
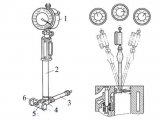
②测量部位:在气缸轴向上选择三个横截面,即S1-S'1(活塞在上止点时,第一道环所对应的缸壁附近),S2-S'2(气缸中部),S3-S'3(距气缸下边缘约10~15mm处),在同一横截面上进行多点测量,测出其最大与最小直径。依次测出各缸的三个横截面上的最大和最小直径,将测量数据填入实验报告,如图2-51所示。
图2-51气缸圆度与圆柱度测量
③圆度和圆柱度的计算:各个横截面上最大最小直径差之半的最大值代表被测气缸的圆度误差,各缸中的最大圆度代表被测气缸体的圆度误差。三个横截面上的最大最小的直径差之半代表被测气缸的圆柱度误差。气缸体的圆柱度用最大圆柱度气缸的数值表示。发动机送修标志:如果被测量的气缸体有一个气缸的圆柱度大于0.165mm(汽油机)或0.25mm(柴油机)或圆柱度没有超过上述极限而圆度误差超过0.05mm(汽油机)或0.063mm(柴油机)时,发动机需要大修。气缸修理尺寸见表2-2。
施麦柯传动技术(昆山)有限公司,专业销售台湾气立可[chelic]品牌气动元件,控制阀类,气缸,真空吸盘,接头,开关及相关配件。产品包含:气立可气源处理元件,气立可电磁阀,气立可气动阀,气立可机械阀,气立可手动阀,气立可脚踏阀,气立可集装阀;气立可迷你气压缸,气立可螺牙气压缸,气立可小型治具缸,气立可标准型气缸等,气立可气动机械夹爪,气立可真空发生器,气立可真空吸盘,气立可各种接头,气立可辅助元件及相关配件。咨询电话:13812944164
行业知识



-

施麦柯传动技术(昆山)有限公司
-

昆山开发区同丰东路988号国际电商产业园D-3号
-

-

0512-57711087
-

daqiang.liu@chelicc.com


